



Формовочная линия для производства пряников.
₽6,080,000.00
купить по цене производителя.
| Технические характеристики формовочной линии для производства пряников | ||
|---|---|---|
| Ширина конвейера | мм | 600 |
| Напряжение | В | 380 |
| Потребляемая мощность | кВт | 100 |
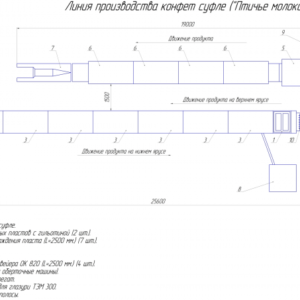
| Общая длина линии | м | 60 |
| Производительность | кг/час | 250 |
Формовочная линия для производства сырцовых и заварных пряников с начинкой и без неё.
Формовочная линия для производства пряников имеет различные варианты исполнения. Например, процесс выпекания может производиться как в тоннельных, так и в ротационных печах. А это означает, что перечень оборудования будет отличаться. Кроме того, чтобы производить помимо пряника без начинки еще и пряник с начинкой потребуется небольшая замена оборудования. В результате, придется заменить валковую отсадочную машину, в начале линии приготовления пряников, на шнековую. Однако цена последней машины будет дороже. Но зато Вы сможете получить пряник с начинкой и без, из всех видов теста (видео).
В данной статье мы рассмотрим с Вами первый вариант. То есть когда выпекание протекает в тоннельных печах с подвижным подом из тефлона и плетеной металлической сетки (600 мм).
Линия производства сырцовых и заварных пряников с начинкой и без. Видео.
Линия приготовления пряников. Основные этапы.
1.Подготовительный участок. На данном этапе в линии приготовления пряников происходит подготовка теста для отсадочной машины. А если точнее, то замешивание этого основополагающего материала производится на тестомесе с Z-образными лопастями, объемом 150 литров.
2. Продуцирование сахарного сиропа состоит из несколько этапов: Во первых, мы варим сам сироп из сахара. Далее, мы переливаем его и затем даем сиропу остыть. Более того, данный ингредиент приготовляется в электрических или паровых котлах объемом 160 литров с мешалкой. А количество продукта берем из учета расхода — 3 литра сиропа на 10 кг. пряника.
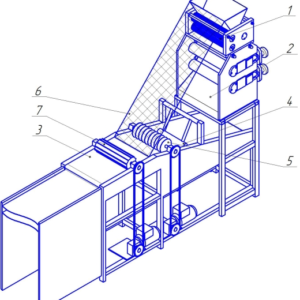
3.Формование или образование формы пряника. На этом этапе тесто с подготовительного участка заправляется в бункер отсадочной пряничной машины (с валковым или шнековым принципом нагнетания). Далее произходят следующие операции. Тесто специальными валами или шнеками нагнетается в промежуточный блок, откуда проходит через фильеры и на выходе отрезается струнной или диафрагменной резкой. Другими словами отсадка, у данной формовочной линии для пряника, происходит сразу на подвижный под тоннельной печи с тефлоновым покрытием.
Зона выпекания пряника.
4.Этап предварительного выпекания. Производится в тоннельной модульной печи с тефлоновым подвижным подом. Так как это нужно для того, чтоб предварительно закрепить корпус пряника при температуре выпекания 200 градусов. Кроме того, из-за этого переход на сетчатый под и дальнейшее выпекание при более высокой температуре будет происходить без деформации донышка заготовок.
5.Этап основного выпекания. В данной линии производства сырцовых и заварных пряников с начинкой и без, этап основного выпекания проходит в тоннельной печи модульного типа с плетеной металлической сеткой. Это нужно потому, что линия приготовления пряника именно на сетчатом поде позволяет обеспечить равномерную конвекцию тепла со всех сторон пряничной заготовки. В результате вы получите оптимальные условия для равномерного пропекания и получения максимально качественного конечного продукта.

Зона охлаждения пряника.
6.Далее пряник необходимо охладить. Для этого, на линии производства сырцовых и заварных пряников с начинкой и без, установлено охлаждающее оборудование. Основной отвод тепла, следующий непосредственно за выпеканием, производится на охлаждающем конвейере вытяжного типа. Это дает нам возможность значительно увеличить количество выпускаемого продукта.
7.После предварительного охлаждения, приник поступает в барабан тиражирования. Здесь идет увеличение массы продукта и придание ему глянцевой корочки через обработку сахарным сиропом. И в данном случае на формовочной линии для пряника используется машина для тиражирования с подогреваемой емкостью, объемом 40 литров. В результате непрерывный поток изделий проходит через барабан, куда постоянно поступает сахарный сироп. И уже затем пряник поступает в зону финального охлаждения.
8. Загустевание (охлаждение) сахарной глазури выполняется на конвейере ярусного типа. Для получения производительности в 250 кг/час на нашей линии для производства сырцовых и заварных пряников с начинкой необходимо следующее. Основное, это обеспечить нахождение пряника на конвейере не менее 1-1,5 часов. Потому что за это время сахарная корочка застынет и приобретет глянцевый вид. А показатели влажности и температуры, выпускаемого продукта, дойдут до нужных значений для последующего этапа упаковки .
9.Итоговый этап — упаковка. Для формовочных линий по производству пряника мы предлагаем упаковочный термоусадочный аппарат ТПЦ-550. Потому что, именно посредством него можно запечатывать партии готового продукта в коробки-«телевизоры».
Поворотные транспортеры ( материал — лента или металлическая сетка). Их мы предлагаем, как доп. оборудование к линии производства сырцовых и заварных пряников с начинкой. Это происходит из-за того, что длина всей линии составляет 60 метров, а возможность использовать помещения такого размера есть не всегда. Кроме того для более компактного размещения, мы предлагаем конвейера с углом поворота и на 90 и на 180 градусов.
Купить по цене производителя.
Обратившись к нашим специалистам, Вы получите максимально полный ответ на интересующий вас вопрос. Более того вы сможете узнать про цену, как купить и доставить данное оборудование. Однако, если у покупателя нет опыта в производстве, то и тут мы готовы помочь. Например, наши консультанты могут сами подобрать все оборудование, необходимое для производства, согласно Вашим пожеланиям.
Похожие товары


Технологичные и поточные линии
Технологичные и поточные линии


Технологичные и поточные линии

Технологичные и поточные линии